エポクラスター®の特徴
射出成形可能な精密成形用
機能性コンパウンド
耐薬品性、摺動性などの機能性を持ちながら、高い次元での寸法・幾何精度を実現する、射出成形可能な精密成形用機能性コンパウンドです。映像機器・産業機器・OA機器など、あらゆる分野の機能性精密成形品として活躍しています。






特性
-
耐熱性
エポクラスター®AEI501はガラス転移温度(Tg)が200℃超であるPEIがベースであり高温時でも高い剛性・強度が維持されます。
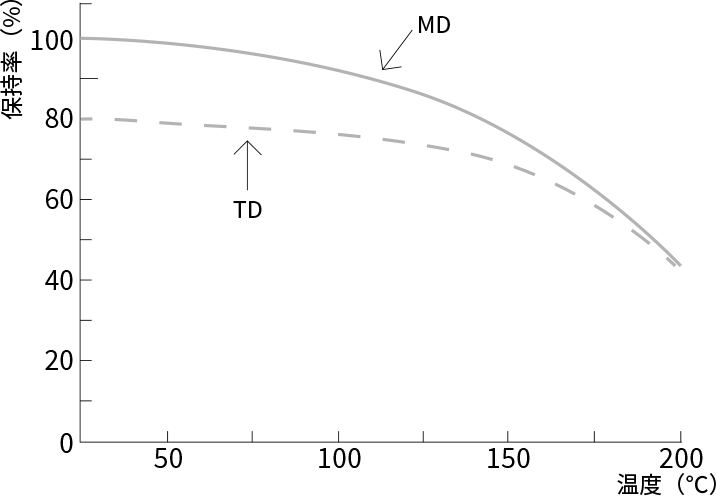
Fig.6 曲げ強度温度依存性
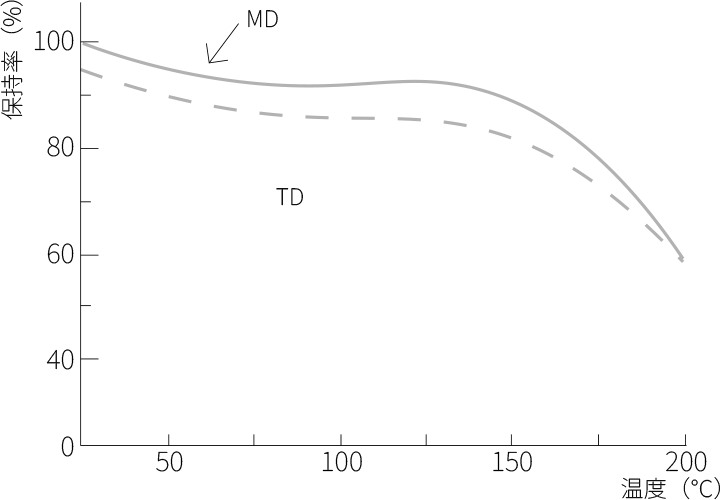
Fig.7 曲げ弾性率温度依存性
-
精密成形
非晶質・高TgであるPEIに機能性フィラーを高充填することで、熱膨張係数と異方性を低くコントロールしています。
そのため、成形品のソリやヒケを極限まで抑え、従来の樹脂では実現不可能なレベルの高精度成形品はもちろん、偏肉成形品に至っても高精度化を可能にします。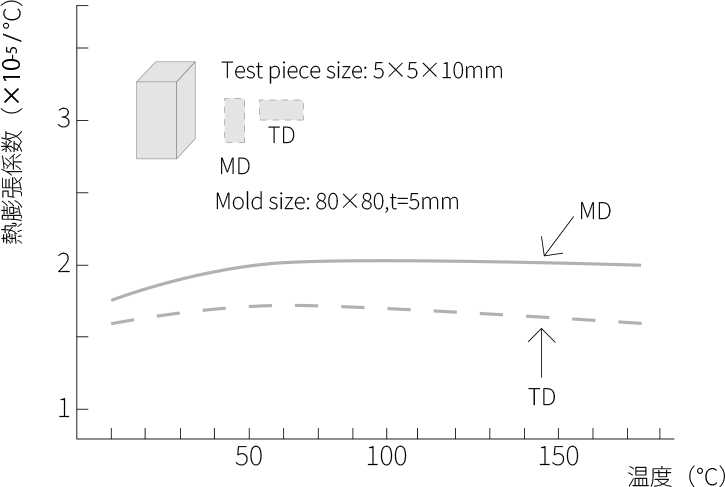
Fig.8 熱膨張係数温度依存性
-
耐摩耗性
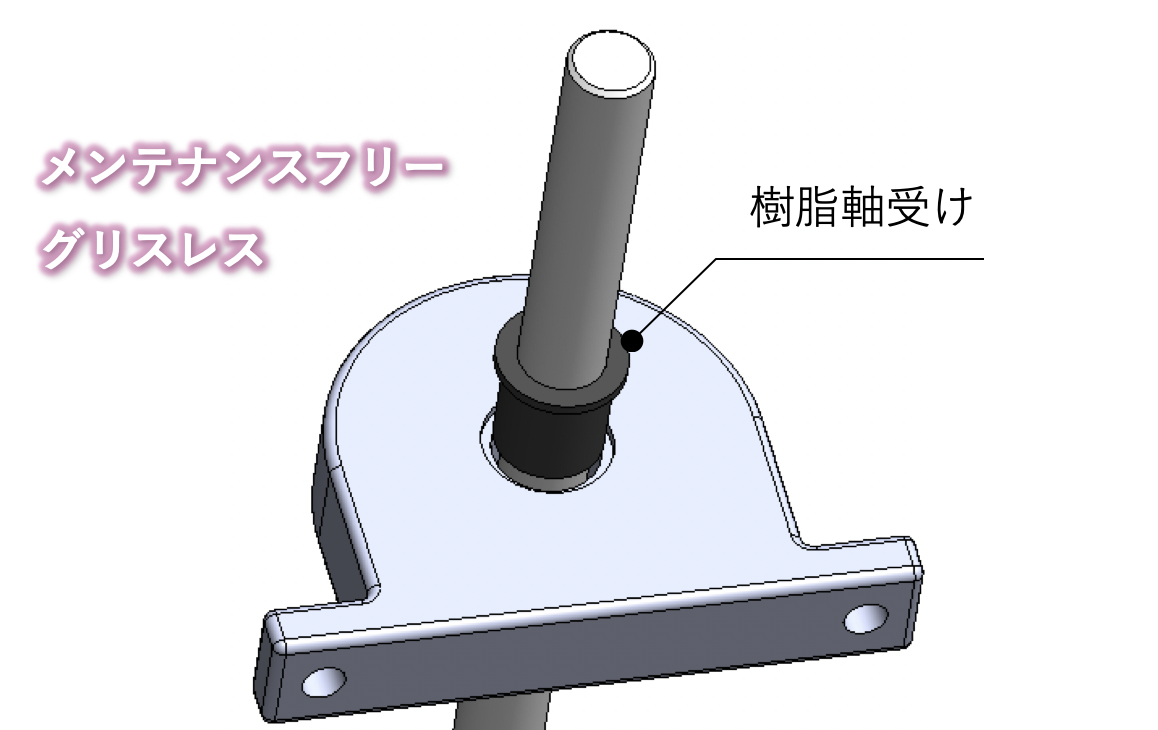
高耐熱・超精密成形に適したAEI501は摺動部材としても高い能力を発揮します。
炭素繊維を40%充填したCF強化PEEKに対して、摩耗量を64%も低減。摺動時の温度も110℃程度とPEIのTgよりも低いため摺動時の剛性・精度を高いレベルで維持できます。比摩耗量(10-3mm3/N・km)
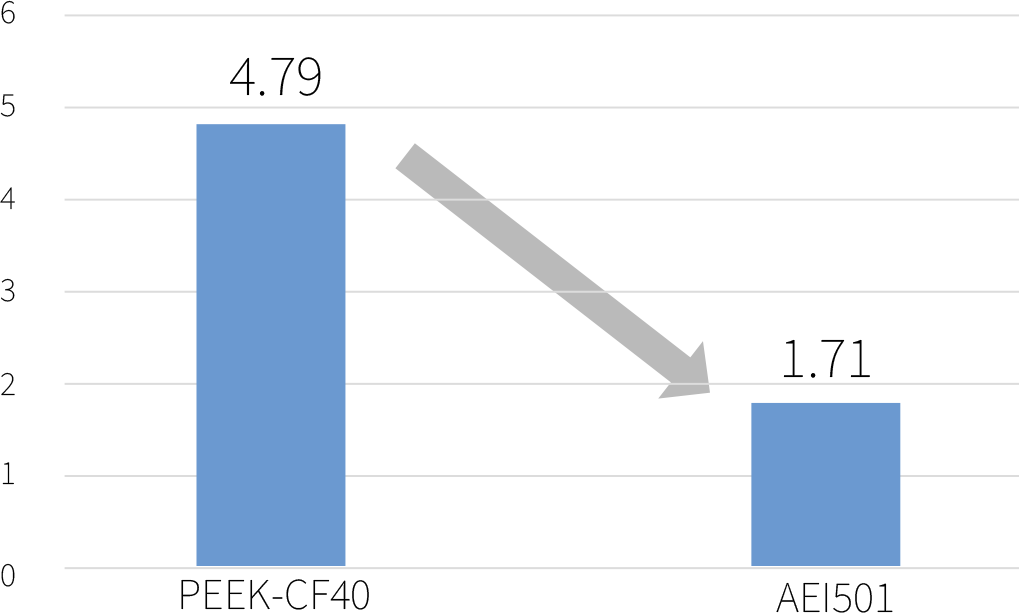
滑り摩耗試験(JIS K 7218 A法準拠)
-
試験片平板 30×30×t3(mm)
-
相手材S45Cリング(表面粗さ 約0.8μmRa、接触面積2cm2)
-
試験条件圧力:1.5MPa、速度120cm/s、滑り距離7.2km
用途例各種精密部品・軸受等の摺動部材 -
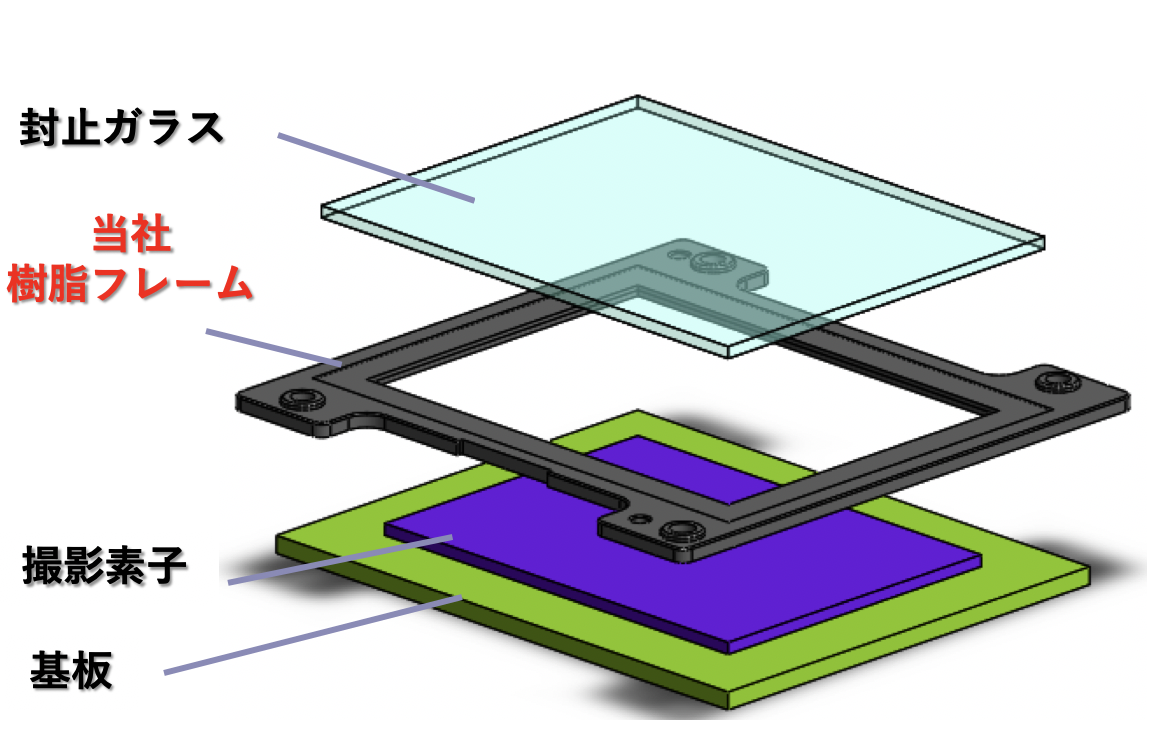
事例




特性
-
精密成形
APS300Mは球状カーボンフィラーの高充填処方により熱膨張係数の異方性がないため成形品に反りがほぼなく、ヒケが発生しにくいため高精度成形品が得られます。また、 樹脂、フィラー共に吸水性が極めて低いため、吸水などの環境による寸法変化も極めて小さくなります。
-
摺動性
球状カーボンフィラーの作用により、方向に寄らない安定した高い摺動性を有します。 球状フィラーに起因の成形品表面性状により、特に水中・油中等の潤滑環境下で高い摺動性を発揮するため、流量計用のギヤポンプなどに長期にわたって使用されています。 樹脂、フィラー共に吸水性が極めて低いため、吸水などの環境による寸法変化も極めて小さくなります。
-
耐薬品性
使用フィラーは高い耐薬品性を有するため、PPS特有の耐薬品性を阻害することがありません。 そのため、水中・油中・薬品中など多様な環境下で使用することが可能です。 樹脂、フィラー共に吸水性が極めて低いため、吸水などの環境による寸法変化も極めて小さくなります。
| 重量変化率 | 寸法変化率 | 強度保持率 | 外 観 | ||
| % | |||||
| 有機薬品 | エタノール | 0.01 | -0.01 | 100 | ◎ |
| 酢酸(20%) | 0.08 | 0.02 | 95 | ◎ | |
| トルエン | 0.04 | 0.04 | 99 | ◎ | |
| ジエチルエーテル | 0.02 | 0.03 | 100 | ◎ | |
| アセトン | -0.05 | -0.01 | 100 | ◎ | |
| 酢酸エチル | 0.05 | 0.00 | 100 | ◎ | |
| ジクロロメタン | 0.07 | -0.02 | 100 | ◎ | |
| 無機薬品 | 食塩水(20%) | 0.04 | 0.02 | 100 | ◎ |
| 水酸化ナトリウム (20%) | 0.08 | -0.02 | 93 | ◎ | |
| アンモニア水 (28%) | 0.05 | 0.02 | 97 | ◎ | |
| リン酸 (20%) | 0.05 | 0.01 | 100 | ◎ | |
| 塩酸(20%) | 0 | 0.00 | 96 | ◎ | |
| 硝酸(20%) | 0.06 | -0.01 | 97 | ◎ | |
| イオン交換水 | 0.03 | 0.00 | 100 | ◎ | |
| その他 | ガソリン | -0.03 | -0.01 | 93 | ◎ |
| 灯油 | -0.03 | -0.01 | 100 | ◎ | |
| エンジンオイル | -0.03 | -0.02 | 100 | ◎ | |
| ATF | -0.02 | -0.01 | 100 | ◎ | |
| 作動油 | -0.04 | -0.03 | 100 | ◎ | |
| シリコーンオイル | -0.01 | 0.00 | 100 | ◎ | |
| ブレーキフルード | -0.01 | -0.02 | 100 | ◎ | |
| 不凍液(20%) | 0.01 | 0.00 | 100 | ◎ | |
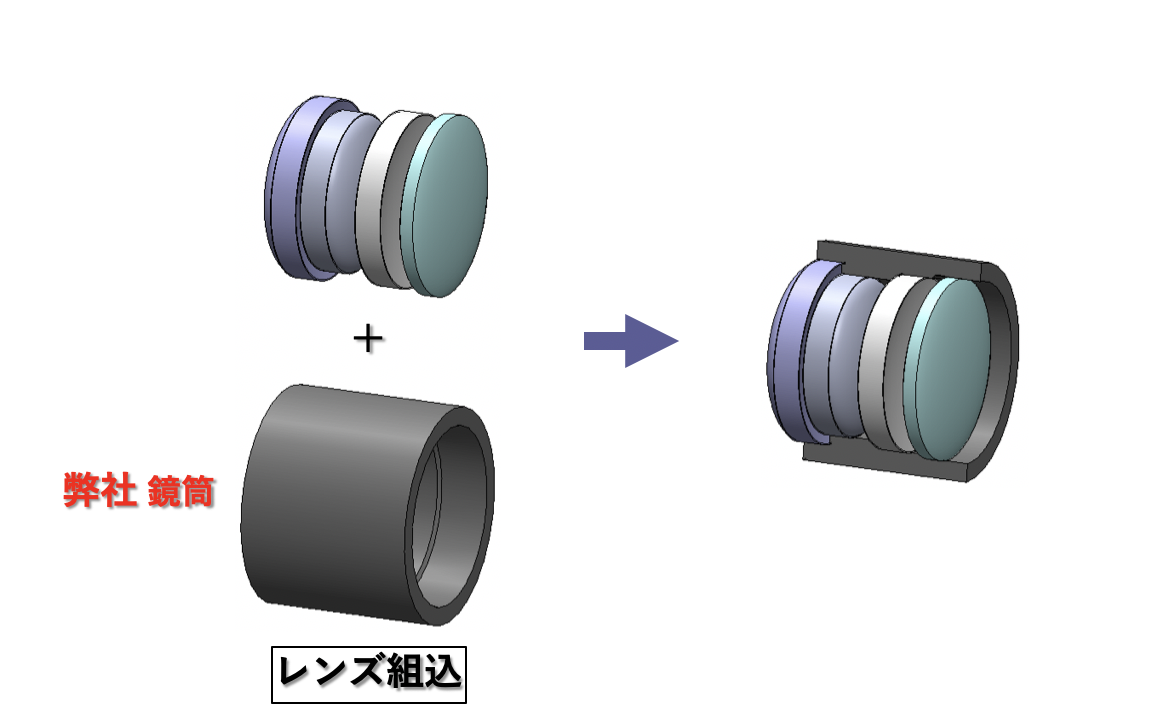
事例





特性
-
超精密成形
J106Sは全体積の8割以上を球状フィラーが占める射出成形可能なエポキシ樹脂コンパウンドであり、以下の特長があります。
・ 完全に等方性で全方位の成形収縮率、熱膨張係数が同一であり、成形品に反りがない
・ 適正化されたフィラーの粒度分布により、成形品の面における凹凸が極めて少なく高い次元での幾何精度を実現
・ 厚肉部においてもヒケは発生せず、設計におけるヒケ対策が一切不要
・ 0.3mmなどの薄肉部を有する成形品でも、ゲート配置のみで対応可能
・ ウェルド強度の低下はほぼ皆無
熱可塑性樹脂では達成し得ない、セラミックス・金属の切削研磨品レベルの成形品を熱可塑性樹脂よりも高い設計自由度をもって、後加工レスで実現します。 -
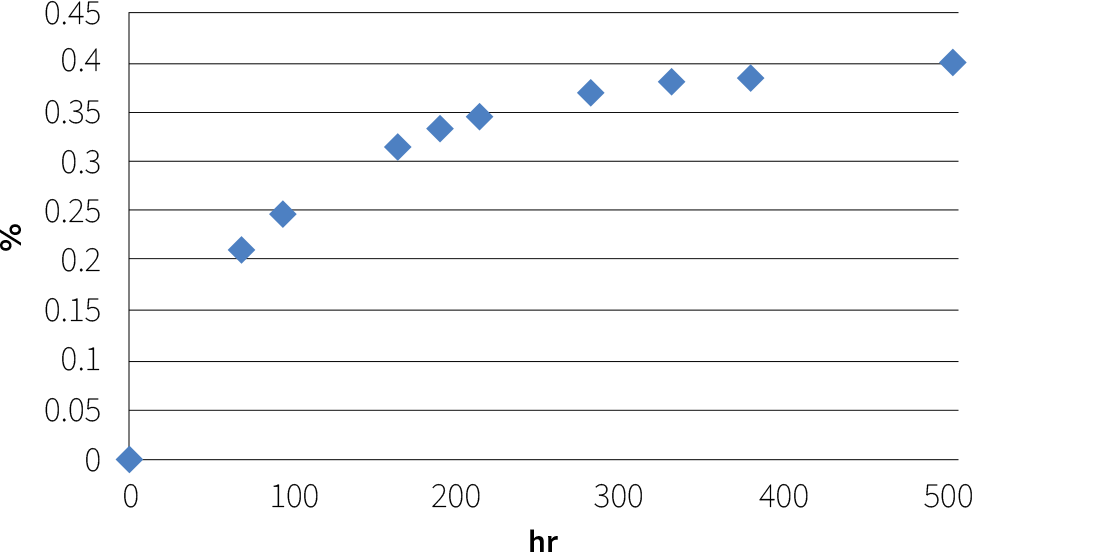
低吸水
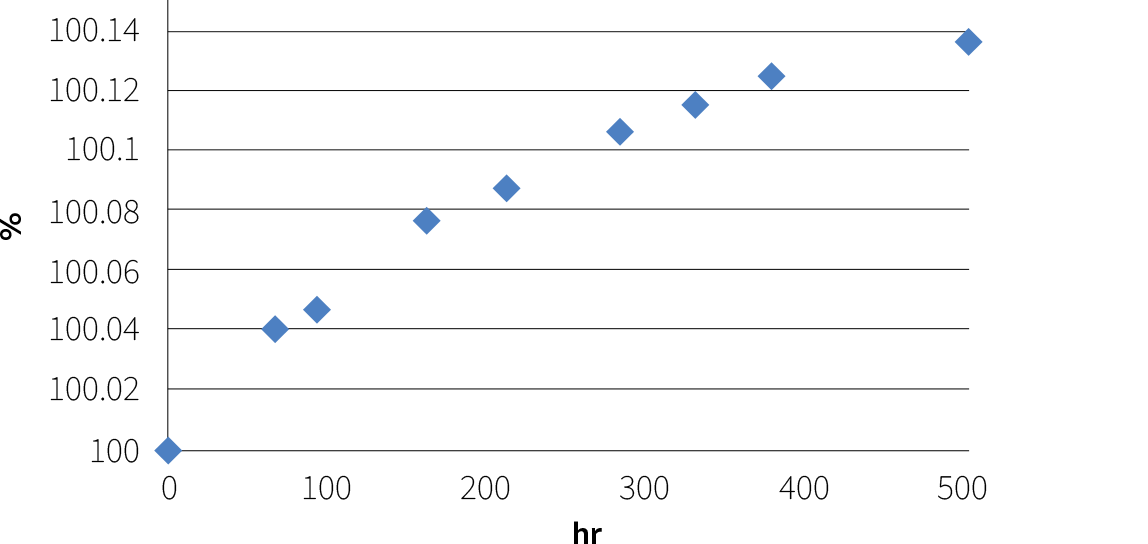
ベース樹脂の体積割合が低く、フィラーに吸水性がないため、吸水による寸法変動も極めて低く抑えられます。90℃の水中に500時間浸漬しても吸水率は0.4%程度、寸法変化率は0.15%程度です。常温下での吸水で0.10%以上の寸法変化を起こすことはありません。
吸水率 / 時間(90℃水中放置)
平均伸び率 / 時間(90℃水中放置)
-
低熱膨張
常温~140℃程度までの熱膨張係数は9ppmであり、ガラスと同等。
80℃以下に限れば、7.2ppmとアルミナ相当の熱膨張係数であり熱による寸法変動も極めて低く抑えられています。
| 30 〜 80℃ | 30 〜 145℃ | 30 〜 250℃ | |
| 寸法変動率(%) | 0.04% | 0.10% | 0.35% |
| 線膨張係数 | 7.2ppm | 9.0ppm | 15.9ppm |